


-

-

-
") 3~5жўқжҹұзӢҖеӨҡжҷ¶й‘Ҫзҹідҝ®еҲҖ
3~5жўқжҹұзӢҖеӨҡжҷ¶й‘Ҫзҹідҝ®еҲҖ -
 WENDT жҜ”еҲ©жҷӮй‘Ҫзҹі.дё–з•ҢжңҖеј·дҫӣжҮүеңӢ.и·ЁеңӢйҡӣйӣҶеңҳдәӢжҘӯ з ”зЈЁеҲ©еҷЁ.
WENDT жҜ”еҲ©жҷӮй‘Ҫзҹі.дё–з•ҢжңҖеј·дҫӣжҮүеңӢ.и·ЁеңӢйҡӣйӣҶеңҳдәӢжҘӯ з ”зЈЁеҲ©еҷЁ.
-
 йҷ„еҠ 4зұі*1.2зұійӣ»зЈҒзӣӨе№ҙд»Ҫпјҡ1993е№ҙ иЎҢзЁӢпјҡ4M*1.5M
йҷ„еҠ 4зұі*1.2зұійӣ»зЈҒзӣӨе№ҙд»Ҫпјҡ1993е№ҙ иЎҢзЁӢпјҡ4M*1.5M -
 е·Іе”®еҮәпјҒ
е·Іе”®еҮәпјҒ -
 ж—Ҙжң¬дҪҸеҸӢйҫҚй–ҖзЈЁеәҠж—Ҙжң¬дҪҸеҸӢйҫҚй–ҖзЈЁеәҠ
ж—Ҙжң¬дҪҸеҸӢйҫҚй–ҖзЈЁеәҠж—Ҙжң¬дҪҸеҸӢйҫҚй–ҖзЈЁеәҠ -
 йҠ…зҝҢ NCе№ійқўзЈЁеәҠ DSG-1224CAHD з·ҡдё
йҠ…зҝҢ NCе№ійқўзЈЁеәҠ DSG-1224CAHD з·ҡдё -
 е»әеҫ· е№ійқўзЈЁеәҠ 500X1000 е“ҒзүҢпјҡе»әеҫ· еһӢиҷ
е»әеҫ· е№ійқўзЈЁеәҠ 500X1000 е“ҒзүҢпјҡе»әеҫ· еһӢиҷ
-
 з ”зЈЁжҮүз”Ёе…Ёж–№дҪҚж•ҙеҗҲеңҳйҡҠжҲ‘еҖ‘жҠҖиЎ“дҫқиіҙ.йӣҷе№ійқўз ”зЈЁ.еҗ„зЁ®йЎһз ”зЈЁе…Ёж–№дҪҚж•ҙеҗҲеңҳйҡҠ
з ”зЈЁжҮүз”Ёе…Ёж–№дҪҚж•ҙеҗҲеңҳйҡҠжҲ‘еҖ‘жҠҖиЎ“дҫқиіҙ.йӣҷе№ійқўз ”зЈЁ.еҗ„зЁ®йЎһз ”зЈЁе…Ёж–№дҪҚж•ҙеҗҲеңҳйҡҠ -

-
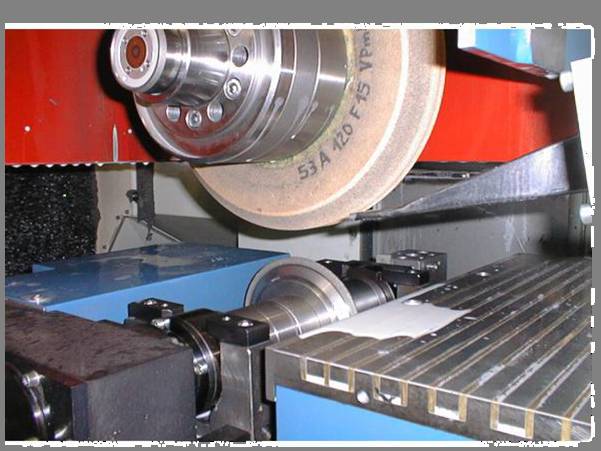
 CNCз«ӢејҸең“зӣӨе°Ҳз”ЁзЈЁеәҠ-з ”зЈЁжҠҖиЎ“ж•ҙеҗҲCNC8и»ёи
CNCз«ӢејҸең“зӣӨе°Ҳз”ЁзЈЁеәҠ-з ”зЈЁжҠҖиЎ“ж•ҙеҗҲCNC8и»ёи -
 зЈЁијӘз ”зЈЁе°Ҳз”Ёж©ҹеңҳйҡҠж“Ғжңүй«ҳзІҫеҜҶгҖҒдё
зЈЁијӘз ”зЈЁе°Ҳз”Ёж©ҹеңҳйҡҠж“Ғжңүй«ҳзІҫеҜҶгҖҒдё -
 - й«ҳйҖҹгҖҒзңҒйӣ»гҖҒй«ҳж•ҲзҺҮж—Ҙжң¬зЈЁеәҠзі»еҲ—: еІЎжң¬OKAMOTO
- й«ҳйҖҹгҖҒзңҒйӣ»гҖҒй«ҳж•ҲзҺҮж—Ҙжң¬зЈЁеәҠзі»еҲ—: еІЎжң¬OKAMOTO
й‘ҪзҹіPCD(еӨҡжҷ¶.иҒҡжҷ¶.е–®жҷ¶йҮ‘еүӣзҹі)жҠ—зЈЁжІ»е…·
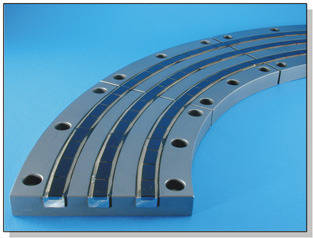
еңЁж©ҹеәҠдёҠпјҢз”Ёж–је·Ҙ件зҡ„е®ҡдҪҚгҖҒеӨҫз·Ҡе’Ңеӣәе®ҡзҡ„йғЁд»¶пјҢеҸ—еҲ°еҠӣд»ҘеҸҠиҪүеӢ•е’Ңзӣҙз·ҡиҪүеӢ•зҡ„ж‘©ж“Ұзҡ„дҪңз”ЁгҖӮз”ұж–јж‘©ж“Ұз”ўз”ҹзҶұе’ҢзЈЁжҗҚ,еӣ жӯӨе°ҺиҮҙдәҶеҪўзҠ¶е’ҢдҪҚзҪ®зҡ„иӘӨе·®гҖӮ
зӮәдәҶжҸҗй«ҳж–°ж©ҹеәҠзҡ„еҠҹзҺҮпјҢдёҰдё”дҝқйҡңеңЁжү№йҮҸз”ҹз”ўдёӯ,е®үе…Ёжңүж•Ҳең°еҲ©з”ЁеҠ е·Ҙз”ҹз”ўз·ҡпјҢиҰҒжұӮжҳ“зЈЁжҗҚйғЁд»¶еҝ…йңҖе…·жңүзү№еҲ«й«ҳзҡ„дҪҝз”ЁеЈҪе‘ҪгҖӮ
йҖҡйҒҺжҮүз”ЁPCD(еӨҡжҷ¶йҮ‘еүӣзҹі)еұӨпјҢдҪҝжҳ“зЈЁжҗҚйғЁд»¶д№ҹиғҪе…·жңүй«ҳзҡ„дҪҝз”ЁеЈҪе‘ҪгҖӮжӯӨеӨ–йҖҡйҒҺйҷҚдҪҺж‘©ж“Ұзі»ж•ёпјҢйҖІдёҖжӯҘж”№е–„дәҶе·Ҙ件зҡ„еҪўзӢҖе’ҢдҪҚзҪ®е…¬е·®д»ҘеҸҠиЎЁйқўиіӘйҮҸгҖӮ
йҒ©з•¶зҡ„йҮ‘еүӣзҹіжқҗж–ҷзҡ„йҒёж“ҮгҖҒеҪўзҠ¶е°әеҜёзҡ„иЁӯиЁҲд»ҘеҸҠжҺҘи§ёиЎЁйқўзҡ„зөҗж§ӢпјҢжҳҜйҖҷдәӣйғЁд»¶еңЁз”ҹз”ўиЈҪйҖ дёӯзҡ„йҮҚиҰҒзҡ„иҰҸзҜ„гҖӮеңЁзү№еҲ«й«ҳзҡ„иЎЁйқўиіӘйҮҸдёӯпјҢеҪўзӢҖгҖҒдҪҚзҪ®д»ҘеҸҠе№ійқўзҡ„зІҫеәҰеҸҜйҒ”еҲ°0,001 mmгҖӮ
PCDеұӨеңЁй«ҳзІҫеәҰе·Ҙ件зҡ„еҠ е·ҘдёӯпјҢе…·жңүзү№еҲ«йҮҚиҰҒзҡ„ж„Ҹзҫ©,дҫӢеҰӮдёӢеҲ—зҡ„е·Ҙ件:
- й–Ҙй–Җ
- еҷҙеҳҙйҮқ
- ж»ҫеӢ•й«”
- жіөи‘үзүҮ
- жҙ»еЎһжқҶ
е№ҫеҖӢеё¶жңүPCDеұӨзҡ„е·Ҙе…·зҡ„дҫӢеӯҗ: - ж»‘еҝ«
- еӨҫеӯҗгҖҒеўҠжқҝ
- жЈұеҪўе°Һи»Ң
- йҢҗз«ҜгҖҒз©әеҝғйҢҗз«Ҝ
- дёӯеҝғжһ¶ж”Ҝеә§
- з Ӯеё¶е°Һеҗ‘иЈқзҪ®
- ж»‘еӢ•и»ёжүҝ
- е°Һи»Ң
- еӨҫжҢҒеҷЁгҖҒж“ӢеЎҠ

жЈұеҪўе°Һи»ҢгҖҒж»‘еҝ«еҸҠдёӯеҝғжһ¶ж”Ҝеә§

е®ҡеҝғй Ӯе°–
е°Һеҗ‘еҸҰ件
еј•йҖІеҫ·еңӢCNCжҲҗеҪўй‘Ҫзҹідҝ®ж•ҙијӘ.з ”зЈЁз ӮијӘ.й‘Ҫзҹідҝ®еҲҖжңҖдҪіз ”зЈЁеҲ©еҷЁ.

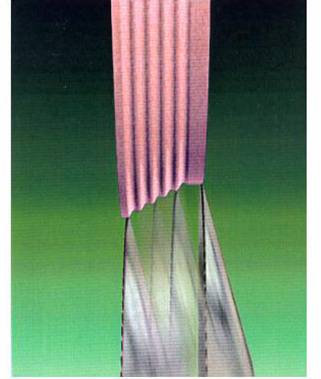
иЈҪйҖ иғҪеҠӣ-еӨ–еҫ‘жңҖеӨ§325mmпјҢеҜ¬еәҰжңҖй•·иҮі300mm зӣҙйҖІејҸжңҖдҪіжҲҗеһӢRи§’ = 0.002mm (0.00008”)пјҢеҸҜйҮҚиӨҮдҝ®ж•ҙж¬Ўж•ёйҒ”4ж¬Ўд»ҘдёҠпјҢе°–з«Ҝи§’дёӯеҲҶеёғйқһеёёеҜҶйӣҶзҡ„й‘Ҫдёӯй‘ҪгҖӮ當е·Ҙ件角еәҰ55вҲҳжҷӮпјҢй‘ҪзҹіеҸҜиЈҪйҖ жңҖе°ҸеҚҠеҫ‘R= 0.05mm 當е·Ҙ件角еәҰ30вҲҳжҷӮпјҢй‘ҪзҹіеҸҜиЈҪйҖ жңҖе°ҸеҚҠеҫ‘R= 0.1mm 當е·Ҙ件角еәҰ10вҲҳжҷӮпјҢй‘ҪзҹіеҸҜиЈҪйҖ жңҖе°ҸеҚҠеҫ‘R= 0.2mm

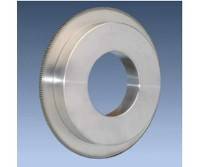
иҖҗд№…зҺӢй‘Ҫдёӯй‘ҪијҘијӘеңЁдҝ®ж•ҙйҷ¶з“·жі•з ӮијӘзЈЁж–ҷжҲ–VиЈҪжі•гҖҒCBNй‘Ҫзҹіз ӮијӘдёӯпјҢе·ІжҲҗеҠҹең°жҺЎз”ЁиҖҗд№…еһӢй‘Ҫзҹіж—ӢиҪүијҘијӘдҝ®ж•ҙжҲҗеҪўпјҢйҒ”еҲ°зІҫзўәжҸҗжҳҮзІҫеҜҶеәҰеҸҠе°әеҜёжҺ§еҲ¶пјҢйҖІдёҖжӯҘе®ҢжҲҗй«ҳж•ҲзҺҮйҮҸз”ўе“ҒиіӘпјҢзҚІеҫ—зө•дҪізҡ„зІҫеҜҶеәҰеҸҠиҰҒжұӮд№Ӣе…¬е·®гҖӮ
е»әиӯ°дҪҝз”ЁеңЁеҰӮдёӢеҲ—дёӯCNCж©ҹеҸ°дёҠд№ӢијӘе»“дҝ®ж•ҙз”Ёпјҡ еңЁијӘе»“дҝ®ж•ҙдёӯе°–з«ҜеҚҠеҫ‘еңЁ.005”иҮі.025”(еўһеҠ иҮі0.005”)гҖӮз”Ёж–јиҰҒжұӮзӣёз•¶зІҫеҜҶзҡ„з«Ҝйқўи§’пјҢеҫһйӣ¶еәҰй–Ӣе§ӢгҖӮ 當дҝ®ж•ҙеӮізөұд»ҘеҸҠи¶…зҙҡзЈЁж–ҷз ӮијӘжҷӮгҖӮ жүҖиҰҒжұӮд№ӢиЎЁйқўе…үиЈҪеәҰеӨ§ж–јRa20(0.5μm)гҖӮ




CNCијӘе»“дҝ®ж•ҙжҮүз”ЁеңЁй‘Ҫдёӯй‘Ҫ дҝ®ж•ҙијҘијӘ
еҫ·еңӢиЈҪDr.KaiserгҖқиҖҗд№…зҺӢгҖһй‘Ҫдёӯй‘ҪжҲҗеһӢијҘијӘ
йҖІдёҖжӯҘжӣҙи©ізҙ°иіҮж–ҷ и«Ӣйӣ»жҙҪ 0934-067489 зЈЁеәҠе°ҲжҘӯз¶Із«ҷ: http://www.abtc.com.tw/
