

-

-

-
") 3~5條柱狀多晶鑽石修刀
3~5條柱狀多晶鑽石修刀 -
 WENDT 比利時鑽石.世界最強供應國.跨國際集團事業 研磨利器.
WENDT 比利時鑽石.世界最強供應國.跨國際集團事業 研磨利器.
-
 附加 4米*1.2米電磁盤年份:1993年 行程:4M*1.5M
附加 4米*1.2米電磁盤年份:1993年 行程:4M*1.5M -
 已售出!
已售出! -
 日本住友龍門磨床日本住友龍門磨床
日本住友龍門磨床日本住友龍門磨床 -
 銅翌 NC平面磨床 DSG-1224CAHD 線�
銅翌 NC平面磨床 DSG-1224CAHD 線� -
 建德 平面磨床 500X1000 品牌:建德 型�
建德 平面磨床 500X1000 品牌:建德 型�
-
 研磨應用全方位整合團隊我們技術依賴.雙平面研磨.各種類研磨全方位整合團隊
研磨應用全方位整合團隊我們技術依賴.雙平面研磨.各種類研磨全方位整合團隊 -

-
 CNC立式圓盤專用磨床-研磨技術整合CNC8軸�
CNC立式圓盤專用磨床-研磨技術整合CNC8軸� -
 磨輪研磨專用機團隊擁有高精密、�
磨輪研磨專用機團隊擁有高精密、� -
 - 高速、省電、高效率日本磨床系列: 岡本OKAMOTO
- 高速、省電、高效率日本磨床系列: 岡本OKAMOTO
陶瓷燒製的CBN砂輪的修整粒度基本粒群尺寸
立方體氮化硼(CBN)是僅次於金剛石之後的第二硬的材料。由於它具有很好的物理性能,所以它在磨削過程中起很重要的作用。在修整過程中,這兩個最硬的材料相遇。因此,對修整工具有特殊的設計要求。
“消耗層”
用于陶瓷燒製結合劑的CBN砂輪修整的修整工具,其最重要之處是“消耗層”。通過修整工具的定位磨損,將會不斷地產生出新的金剛石刃口,用于砂輪的修復。
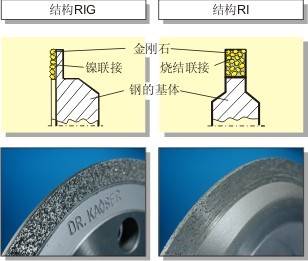
有兩種修整工具:電鍍的(RIG)和燒結的(RI)修整工具可供使用。在這兩種修整工具的聯接基體中,存在著很多的,無規律分布的金剛石。通過對磨損形成的利用,可以使得修整條件保持接近恆定。此外,還可以通過對金剛石圖案結構和金剛石聯接的選擇,來精確地調整修整力,從而按意願地影響修整過程。
RIG工具
電鍍聯接的金剛石修整工具(產品組RIG)具有鋼的基體,在這個基體上固定了一層鎳聯接的金剛石。通過這種工具的修整,砂輪將具有很鋒利的刃口。它的缺點是,由於只有一個顆粒層可供利用,所以它的磨損相對來說快,壽命短。
RI工具
燒結結構的修整工具,它的金剛石是多顆粒層的,因此它的耐用壽命長。這個聯接是金屬型的,它具有高的熱傳導性。為了對砂輪的外形輪廓進行修整,可以把這個金剛石層高精度地磨光(比如弧度)。


鑽石、CBN砂輪削整器
1.鑽石、CBN砂輪削整器:
●最有效延長砂輪壽命
●高精度、高效率、低成本
●較傳統削整速度快10倍
●削整精度、真圓度與平坦度均在0.1um以內
2.適用:
●平面磨床與外圓磨床
●樹脂、金屬Dia & CBN砂輪專用
3.應用:
●精密、鏡面、電子、太陽能板、輥筒業等
4.實例:
●鑽石砂輪粒度#1000、直徑200MM、厚度45MM
●削整前真圓度為50um
●經10分鐘內削整後,
真圓度與平坦度都在0.1um以內
