-
 з ”зЈЁжҮүз”Ёе…Ёж–№дҪҚж•ҙеҗҲеңҳйҡҠжҲ‘еҖ‘жҠҖиЎ“дҫқиіҙ.йӣҷе№ійқўз ”зЈЁ.еҗ„зЁ®йЎһз ”зЈЁе…Ёж–№дҪҚж•ҙеҗҲеңҳйҡҠ
з ”зЈЁжҮүз”Ёе…Ёж–№дҪҚж•ҙеҗҲеңҳйҡҠжҲ‘еҖ‘жҠҖиЎ“дҫқиіҙ.йӣҷе№ійқўз ”зЈЁ.еҗ„зЁ®йЎһз ”зЈЁе…Ёж–№дҪҚж•ҙеҗҲеңҳйҡҠ -

-
 CNCз«ӢејҸең“зӣӨе°Ҳз”ЁзЈЁеәҠ-з ”зЈЁжҠҖиЎ“ж•ҙеҗҲCNC8и»ёи
CNCз«ӢејҸең“зӣӨе°Ҳз”ЁзЈЁеәҠ-з ”зЈЁжҠҖиЎ“ж•ҙеҗҲCNC8и»ёи -
 зЈЁијӘз ”зЈЁе°Ҳз”Ёж©ҹеңҳйҡҠж“Ғжңүй«ҳзІҫеҜҶгҖҒдё
зЈЁијӘз ”зЈЁе°Ҳз”Ёж©ҹеңҳйҡҠж“Ғжңүй«ҳзІҫеҜҶгҖҒдё -
 - й«ҳйҖҹгҖҒзңҒйӣ»гҖҒй«ҳж•ҲзҺҮж—Ҙжң¬зЈЁеәҠзі»еҲ—: еІЎжң¬OKAMOTO
- й«ҳйҖҹгҖҒзңҒйӣ»гҖҒй«ҳж•ҲзҺҮж—Ҙжң¬зЈЁеәҠзі»еҲ—: еІЎжң¬OKAMOTO
-

-

-
") 3~5жўқжҹұзӢҖеӨҡжҷ¶й‘Ҫзҹідҝ®еҲҖ3~5жўқжҹұзӢҖеӨҡжҷ¶й‘Ҫзҹідҝ®еҲҖ--еҫ·еңӢеҺҹиЈқйҖІеҸЈ &nbs
3~5жўқжҹұзӢҖеӨҡжҷ¶й‘Ҫзҹідҝ®еҲҖ3~5жўқжҹұзӢҖеӨҡжҷ¶й‘Ҫзҹідҝ®еҲҖ--еҫ·еңӢеҺҹиЈқйҖІеҸЈ &nbs -
 WENDT жҜ”еҲ©жҷӮй‘Ҫзҹі.дё–з•ҢжңҖеј·дҫӣжҮүеңӢ.и·ЁеңӢйҡӣйӣҶеңҳдәӢжҘӯ з ”зЈЁеҲ©еҷЁ.з ”зЈЁеҲ©еҷЁ.
WENDT жҜ”еҲ©жҷӮй‘Ҫзҹі.дё–з•ҢжңҖеј·дҫӣжҮүеңӢ.и·ЁеңӢйҡӣйӣҶеңҳдәӢжҘӯ з ”зЈЁеҲ©еҷЁ.з ”зЈЁеҲ©еҷЁ. -

 дёӯеҸӨж©ҹжў°еұ•зӨәе ҙд№ӢдёҖ
дёӯеҸӨж©ҹжў°еұ•зӨәе ҙд№ӢдёҖ
ж„ҸиҖ…и«ӢжҙҪ
ж©ҹжў°е°ҲжЎҲзө„ йғӯ經зҗҶ 0985-869319
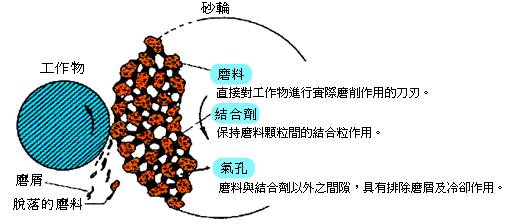
| з ӮијӘзҡ„жЁҷзӨәгҖҒеҪўзӢҖеҹәжң¬иӘҚиӯҳ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||