|
Aion 鏡面加工.日本特殊研砥技術代工 彈性紙砂輪.鏡面拋光砂輪 UB.FBB.PVA.
.全系列研磨利器.鏡面研磨輪


| 砂輪代號 |
可加工工件硬度 |
最大磨削量 |
建議磨削量 |
粗糙度 |
| T99 |
HRC 35~62 |
8µm |
2~4µm |
Ra≦0.05µm、Rz≦0.3s
Rmax≦0.3s、Rp≦0.16 |
| T97 |
HRC 30~62 |
2µm |
1µm |
Ra≦0.06µm、Rz≦0.4s
Rmax≦0.4s、
Rp≦0.4~0.16
|
| T95 |
HRC 25~60 |
2µm |
1~1.5µm |
Ra≦0.08µm、Rz≦0.6s
Rmax≦0.6、Ry≦0.6
|
| T93 |
HRC 18~55 |
3µm |
2µm |
Ra≦0.2~0.08µm
|
| T66 |
HRC 18~55 |
4µm |
2µm |
Ra≦0.4µm
|
| T62 |
HRC18~55 |
4µm |
2µm |
Ra≦0.4µm
|
| S88 |
HRC 85以上 |
2µm |
1µm |
Ra≦0.2µm
|
主要應用鏡面拋光對象:鏡面研磨輪
應用範圍及可加工材料:
- 鋁.鋅.鎂.陶瓷.石英.水晶.藍.紅.綠寶石.玻璃,矽晶圓.砷化鎵.釹鐵硼.鉬.鉻.碳化物硼.碳化矽.氧化鋁.鋯.
- 白鐵,黃銅,紅銅,sus303,sus304,116,25號鋼,35號鋼,420號鋼,1215號鋼,3CR13, CT013, SCM420,SUM24L,SUJ2,高速鋼,快削鋼,中碳鋼,2磷鉻目...
- 鍍鉻層,鍍鎳層,鍍銅層,滲碳處理,氮化處理,熱處理...
- 合成寶石.鐵氧磁性物.稀土類.鈷.鎳.石墨.工程塑膠.
- 鋼板. 汽門 .射溶金屬.粉末冶金.
- 鈦合金.軸心類
- 前叉,後叉
- 鐵心,頂針,司筒
- DVD,汽機車零件,半導體產品
- 特殊凹版滾輪補銅研磨
- 各類精密拋光研磨零件
研磨利器.鏡面加工應用.汽.機車緩衝器、OA伸縮桿.空.油壓幫浦閥.環.葉片、微小軸心、傳動軸.桿.軸承、氣體彈簧銷,引擎閥門,液壓閂銷,各種機械配件超精密磨,馬達閘.活塞標尺.校正環.塞規.模.治具.精密陶瓷、印刷機銅版滾輪、工業製刀業、雷射印表機軸心、傳真、影印機心軸、噴射器別針、各種分條刀、工具面超精密磨、食品不鏽鋼材、感光滾輪、天線...等。
玻璃材質的拋光,光學鏡片、石英、一般鏡面、液晶(玻璃)面板拋光。
除膠研磨,去除殘膠及清洗工件表面,玻璃(液晶LCD)面板之後段製程之除膠重工、刮膠、除膠拋光。
清洗研磨, 液晶(玻璃)面板前段製程之清洗拋光。
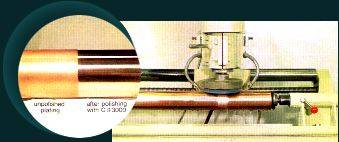
鍍鉻鋼管.高精度平面的拋光。
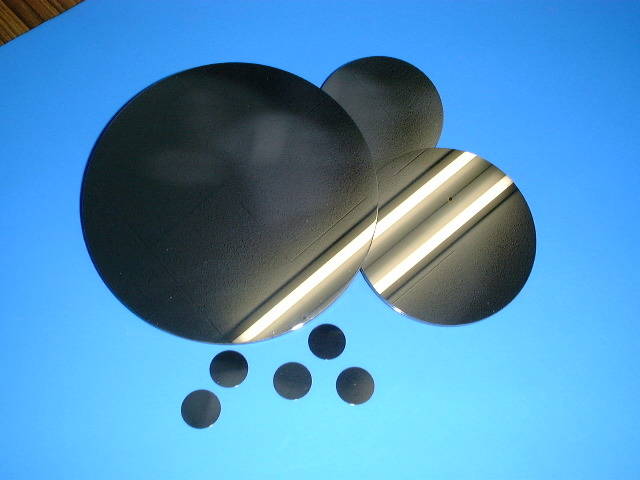
半導體研磨,如砷、矽晶片、鋁.鋅.鎂陶瓷.石英.水晶.藍.紅.綠寶石.玻璃,白鐵,矽晶圓.砷化鎵.釹鐵硼.鉬.鉻.碳化物硼.碳化矽.氧化鋁.鋯.電子工業拋光...等。
砂輪優點:
- 環保產品:(1) 無臭味 (2) 不會產生空氣污染 (3) 不會侵蝕機台 (4) 對人體無害。
- 對於鋁、銅軟材質,研磨過程中"不沾絲屑"。
- 表面粗糙度:Ra≦o.o2μm Rz≦0.4s Rmax≦0.4s
- 磨削力好: (1) 提高工效率 (2) 同時可達到好的表面粗糙度。
- 氣孔:少許,(1) 可增加其切削力 (2) 減少產生熱。
- 修整次數:修整時間間隔長或不用修整。
- 高密度結構:(1) 損耗低 (2) 安全。
- 安裝:容易安裝上機,減少裝機時間。
切削拋光砂輪&研磨技術特性介紹:
- 磨削兼拋光一次完成。
- 縮短加工研磨時間,短時間內達到表面粗糙度。
- 工件表面呈現金屬原色澤"白金亮"。
- .對於鋁、銅軟材質,研磨過程中"不沾絲屑"。
- 工件圓度可提升。
- 工件表面無划痕。
- 工件表面無白點。
- 減少砂輪使用數量。
- 重量較輕,上機容易安裝,減少裝機時間
進一部更詳細資料 請電洽磨床專業: 客服專線: 0934-067489 林經理
| 研磨材料規格表 |
| 代號 |
名稱 |
規格 |
| EA |
金鋼砂 |
一般常用
#16 #20 #24 #30 #36 #46 #60 #80 #100 #120 #150 #180 #220 #240 #280 #320 #400 #600
特殊用
#800 #1000 #1200 #1500 #2000 #3000 #6000 #8000 #10000
|
| A |
褐色氧化鋁 |
| WA |
白色氧化鋁 |
| C |
黑色碳化矽 |
| GC |
綠色碳化矽 |
| PA |
粉紅色氧化鋁 |
| GB |
玻璃珠 |
噴砂用:
BL C AB AC AD AE AF AG AH AQ 1 2 3 4 5 6 7 8 9 10
研磨用:
1-2mm 2-3mm 3-4mm
|
| |
鋁珠 |
2.0mm 1.5mm 1.2mm 1.0mm 0.8mm |
| ST |
鋼砂 |
G-120 G-80 G-50 G-40 G-25 G20 G-18 G-16 G-14 G-12 |
| SG |
鋼珠 |
S-70 S-110 S-170 S-230 S-280 S-330 S-390 S-460 S-550 S-660 |
| |
噴砂膠膜 |
0.15mm 0.3mm |
| |
塑膠砂 |
PA#15 PA#20 PA#30 PA#40 |
| |
樹脂砂 |
MB-2 MB-3 MB-4 MB-5 MC-2 MC-3 MC-4 MC-5 |
| WS |
核桃砂 |
0.8-1.2mm 0.4-0.6mm 0.2-0.4mm 0.1mm以細 |
| SS |
氧化鈰 |
1740 2760 VC8000 PMD-10000 |
| |
陶瓷彈珠 |
Z850 Z600 Z425 Z300 Z210Z150 |
|
| |
磨料粒度基本粒群尺寸範圍參照表
Grit Size Comparision Chart(inμ) |
粒度號
Grit No. |
中國 China |
日本 JIS |
國際美國ISO |
歐洲FEPA |
| GB2477-81 |
GB2477-83 |
| 4 |
|
5600-4750 |
|
5600-4750 |
|
| 5 |
|
5750-4000 |
|
4750-4000 |
|
| 6 |
|
4000-3350 |
|
4000-3350 |
|
| 7 |
|
3350-2800 |
|
3350-2800 |
|
| 8 |
3150-2500 |
2360-2000 |
2830-2380 |
2800-2360 |
2800-2360 |
| 10 |
2500-2000 |
2360-2000 |
2380-2000 |
2360-2000 |
2360-2000 |
| 12 |
2000-1600 |
2000-1700 |
2000-1680 |
200-1700 |
2000-1700 |
| 14 |
1600-1250 |
1700-1400 |
168-1410 |
1700-1400 |
1700-1400 |
| 16 |
1250-1000 |
1400-1180 |
1410-1190 |
1400-1180 |
1400-1180 |
| 20 |
1000-800 |
1180-1000 |
1190-1000 |
1180-1000 |
1180-1000 |
| 22 |
|
1000-850 |
|
|
|
| 24 |
800-630 |
850-710 |
840-710 |
850-710 |
850-710 |
| 30 |
630-500 |
710-600 |
710-590 |
710-600 |
710-600 |
| 36 |
500-400 |
600-500 |
590-500 |
600-500 |
600-500 |
| 40 |
|
500-425 |
|
|
|
| 46 |
400-315 |
425-355 |
420-350 |
425-355 |
425-355 |
| 54 |
|
355-300 |
350-297 |
355-297 |
355-300 |
| 60 |
315-250 |
300-250 |
297-250 |
297-250 |
300-250 |
| 70 |
250-200 |
250-212 |
250-210 |
250-212 |
250-212 |
| 80 |
200-160 |
212-180 |
210-177 |
212-180 |
212-180 |
| 90 |
|
180-150 |
177-149 |
180-150 |
180-150 |
| 100 |
160-125 |
150-125 |
149-125 |
150-125 |
150-125 |
| 120 |
125-100 |
125-106 |
125-105 |
125-106 |
125-106 |
| 150 |
100-80 |
160-75 |
105-74 |
106-75 |
106-75 |
| 180 |
80-63 |
90-63 |
88-63 |
90-63 |
90-63 |
| 220 |
|
75-53 |
74-53 |
75-53 |
75-53 |
| 240 |
63-50 |
75-53 |
|
75-53 |
|
| 280 |
50-40 |
|
|
|
|
|
| |
微粉粒度及顆粒尺寸表
Micropowder Grit Size Comparision Chart |
中國China
GB2477-81 |
日本
JIS(76) |
歐洲
FEPA(71) |
美國
ISO(77) |
|
粒度名稱
Grit designation
|
平均值 Average value
|
粒度名稱
Grit designation
|
平均值 Average value
|
粒度名稱
Grit designation
|
平均值 Average value
|
粒度名稱
Grit
designation
|
平均值
Average value
|
| W63 |
63-50 |
240 |
87.5-73.5 |
|
|
P240 |
58.2±2 |
| W50 |
50-40 |
280 |
73.5-6.2 |
|
|
P280 |
52.8±2 |
| W40 |
40-28 |
320 |
6.2-52.5 |
F230/53 |
53±3 |
P320 |
46.2±1.5 |
| W28 |
28-20 |
360 |
52.5-44 |
F240/45 |
44.5±2 |
P360 |
40.5±1.5 |
| W20 |
20-14 |
400 |
44-37 |
|
|
P400 |
35.0±1.5 |
| W14 |
14-10 |
500 |
37-31 |
F280/37 |
36.5±1.5 |
P500 |
30.2±1.5 |
| W10 |
10-7 |
600 |
31-26 |
F320/29 |
29.2±1.5 |
P600 |
25.8±1 |
| W7 |
7-5 |
700 |
26-22 |
F360/23 |
22.8±1.5 |
P800 |
21.8±1 |
| W5 |
5-3.5 |
800 |
22-18 |
F400/17 |
17.3±1 |
P1000 |
18.3±1 |
| W3.5 |
3.5-2.5 |
1000 |
18-14.5 |
F500/13 |
12.8±1 |
P1200 |
15.3±1 |
| W2.5 |
2.5-1.5 |
1200 |
14.5-11.5 |
|
|
|
|
| W1.5 |
1.5-1.0 |
1500 |
11.5-8.9 |
F600/9 |
9.3±1 |
|
|
| W1.0 |
1.0-0.5 |
2000 |
8.9-7.1 |
|
|
|
|
| W0.5 |
0.5及更細 |
2500 |
7.1-5.9 |
F800/7 |
6.5±1 |
|
|
| |
|
3000 |
5.9-4.7 |
F1000/5 |
4.5±0.8 |
|
|
| |
|
|
|
F1200/3 |
3.2±0.5 |
|
製造研磨拋光砂輪直徑以254㎜~1050㎜為主,適用一般精密芯軸外徑加工。
- 主要加工物可做左右橫送式移動研磨、固定式直送研磨及固定式斜角度研磨。
- 適用研磨加工大型軸承,例如:汽車車軸、鋼廠和造紙廠.印刷廠之輥軋滾輪、大馬達芯軸。
- 主要用於汽、機車、船之引擎配件曲柄軸研磨專用加工。
- 能達客戶要求之高精密度研磨面,多片式組合效益特佳。
- 產品特性為泛用性廣、能達高精密度之客戶要求。
- 高研削比、高精度、高效益、角度保持性佳不易變形。
- 砂輪特性具有彈性及防水性,可隨添加劑調整硬度,兼顧加工時的鏡面拋光及切削性。
- 2000# 應用於 SUS 304 鏡面處理 。


 
|



 附加 4米*1.2米電磁盤年份:1993年 行程:4M*1.5M
附加 4米*1.2米電磁盤年份:1993年 行程:4M*1.5M 已售出!
已售出! 日本住友龍門磨床日本住友龍門磨床
日本住友龍門磨床日本住友龍門磨床 銅翌 NC平面磨床 DSG-1224CAHD 線�
銅翌 NC平面磨床 DSG-1224CAHD 線� 建德 平面磨床 500X1000 品牌:建德 型�
建德 平面磨床 500X1000 品牌:建德 型�

") 3~5條柱狀多晶鑽石修刀3~5條柱狀多晶鑽石修刀--德國原裝進口 &nbs
3~5條柱狀多晶鑽石修刀3~5條柱狀多晶鑽石修刀--德國原裝進口 &nbs WENDT 比利時鑽石.世界最強供應國.跨國際集團事業 研磨利器.研磨利器.
WENDT 比利時鑽石.世界最強供應國.跨國際集團事業 研磨利器.研磨利器.